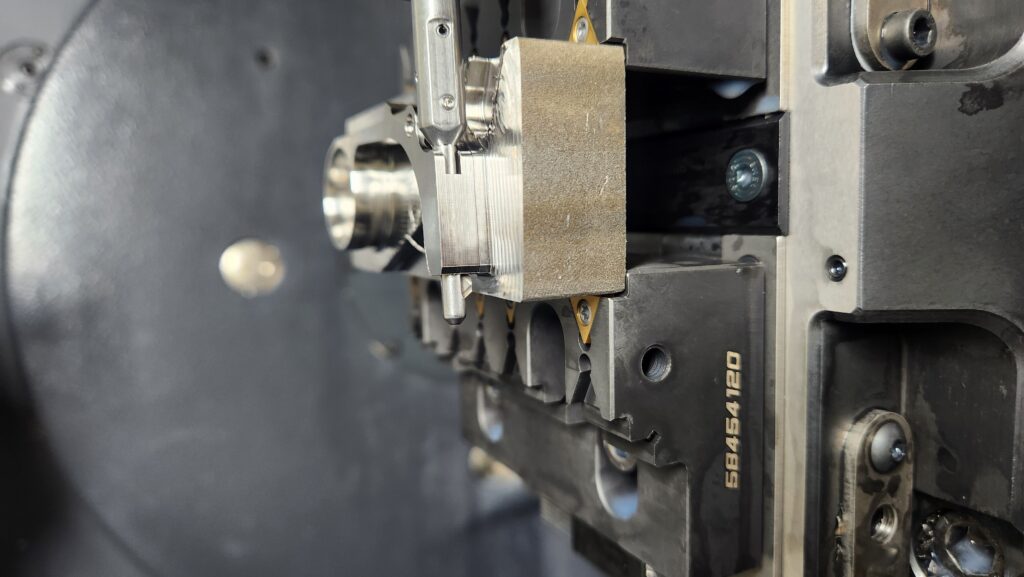
Industry: Cutting Tools Manufacture
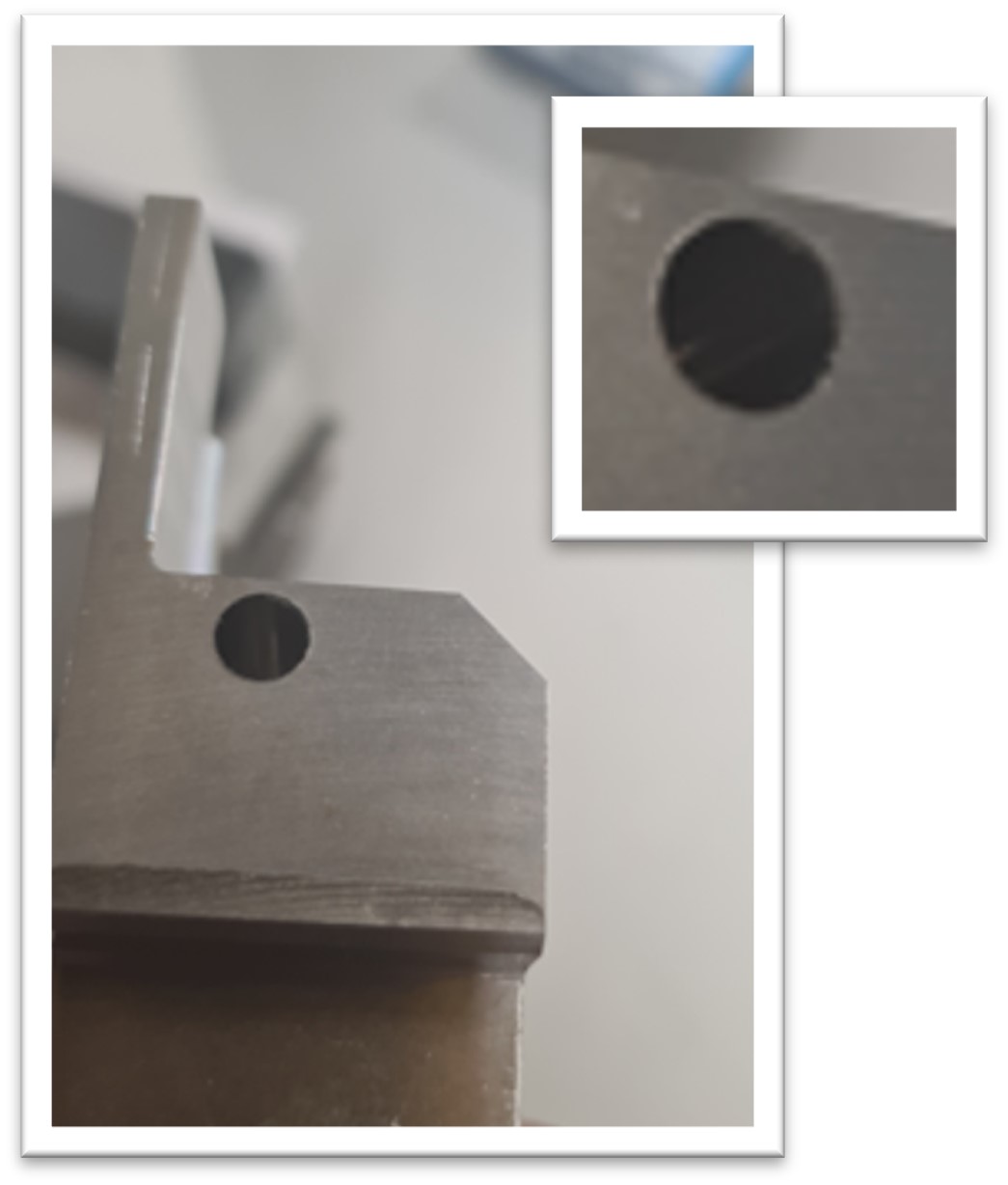
Goal: Removing burrs from rearmachined drills
made for clamping screw
Application details:
with 45HRc hardness
Tool-holder: UB1050; UB-d050-C08-H53-L115
Blade: UB2060; UB-TSB-5-PL
Machining Parameters:
Ød
Pilot-Hole
S
Spindle Speed
F
Table Feed
vc
Cutting Speed
fz
Feed per tooth
Coolant
mm
Inch
RPM
mm/min
inch/min.
m/min.
sfm
inch
5.0
0.315
2500
250
10
40
131
0.10
0.004
External Air
Results: The burrs were successfully removed, leaving 0.25×45° chamfers.
The customer saved roughly ~14 hours on manual work in 1 month.
Accessibility Toolbar
West Building, Level 3, 431239