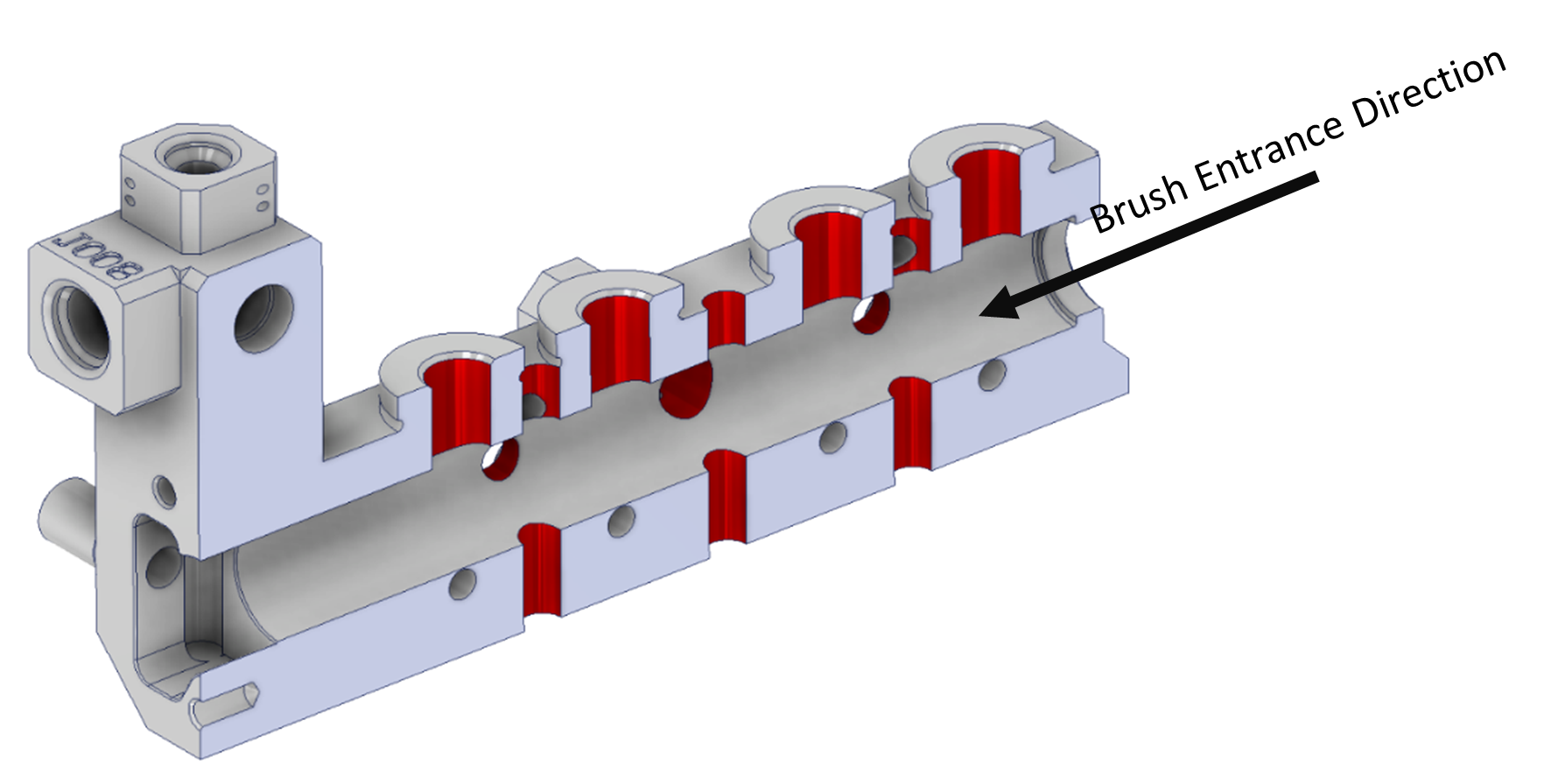
Objective: Eliminate burrs produced during cross-hole drilling on a CNC machine by using the UFIBER surface brush, designed as a cross-hole brush with a tailor-made shank, eliminating the need for manual deburring.
Application details:
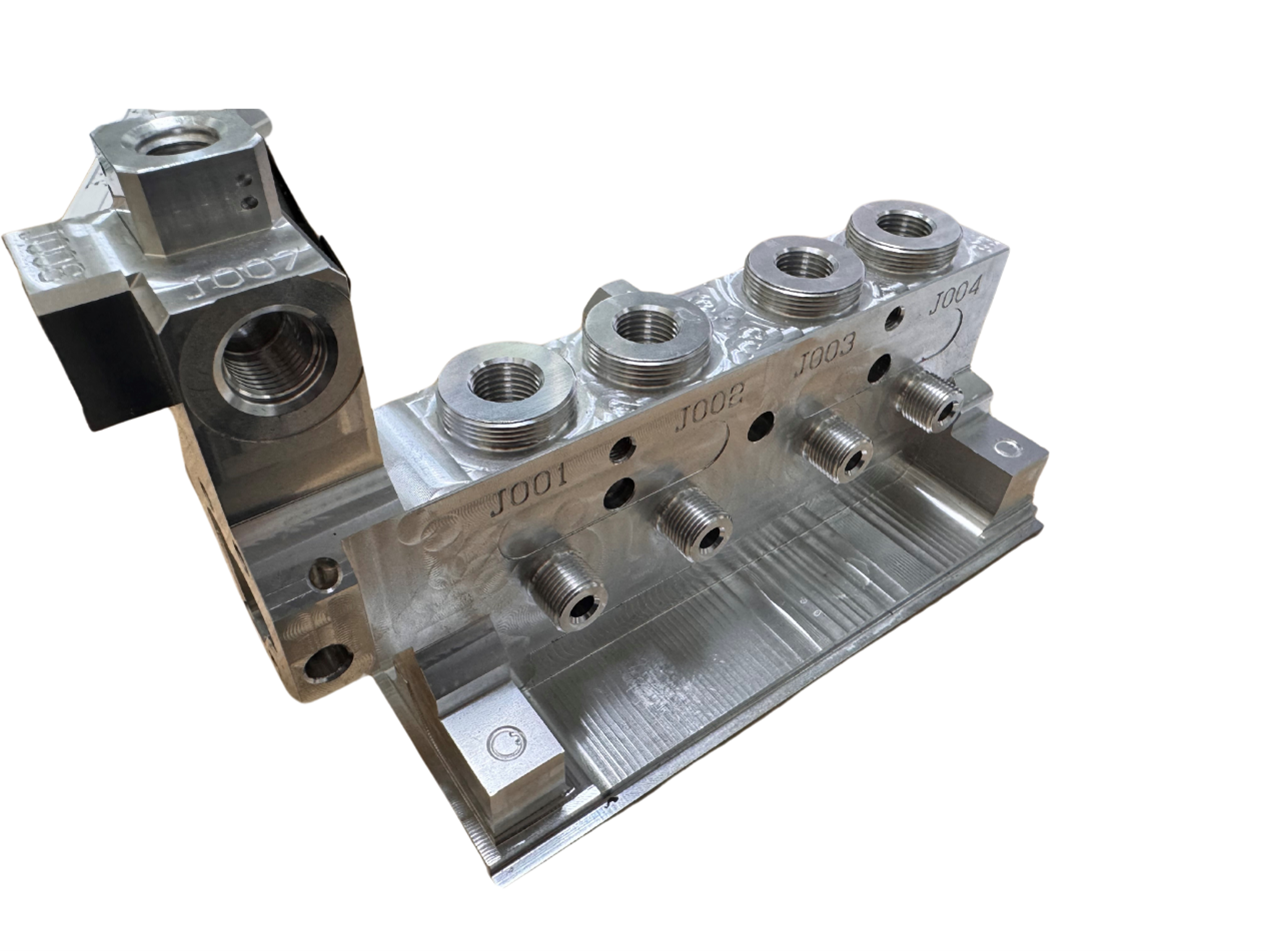
Part: Manifold block
Material: AISI 7075, Wr N. 4365.
Pilot Holes: Ø19.1mm/ 0.752”
Pilot Holes Length: 140mm / 5.512”
Production Volume: 100 parts for a batch.
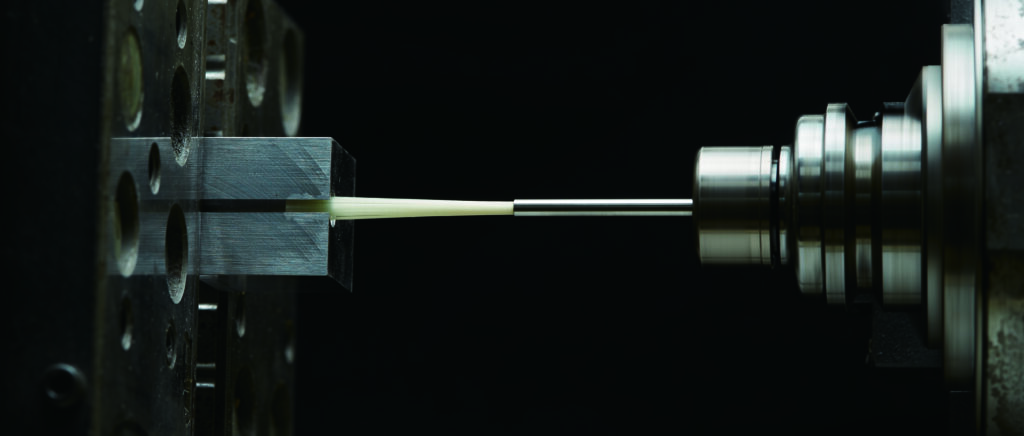
Brush:
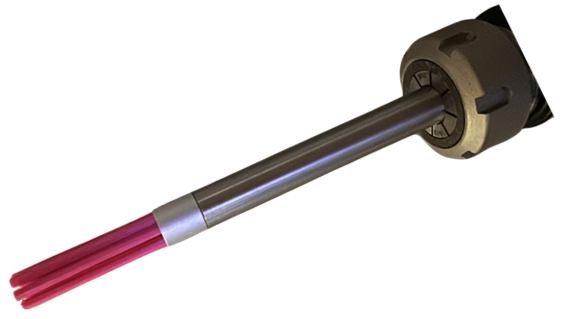
UF1715; UF-FB-R-D015-L50 / Ø15mm (0.590”) Surface-brush, Grit#1200 Red
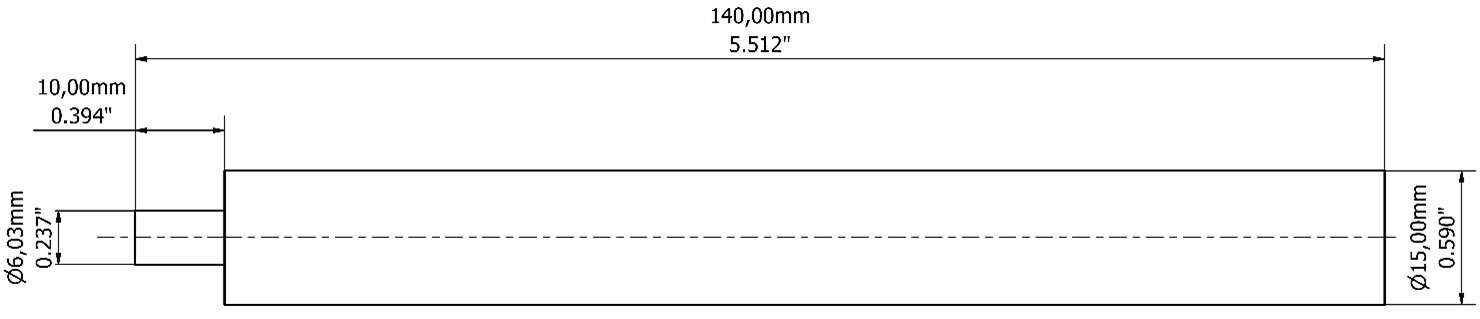
Special tool-holder, designed and produced by the end-user. See below drawing.
Machining Parameters:
Ød Pilot-Hole
S Spindle Speed
F Table Feed
Coolant
mm
Inch
RPM
mm/min
inch/min
19.1
0.752
7000
500
20
External Emulsion
Tool-Holder (designed and produced by the end-user)
Results
Before:
After:
Before:
After:
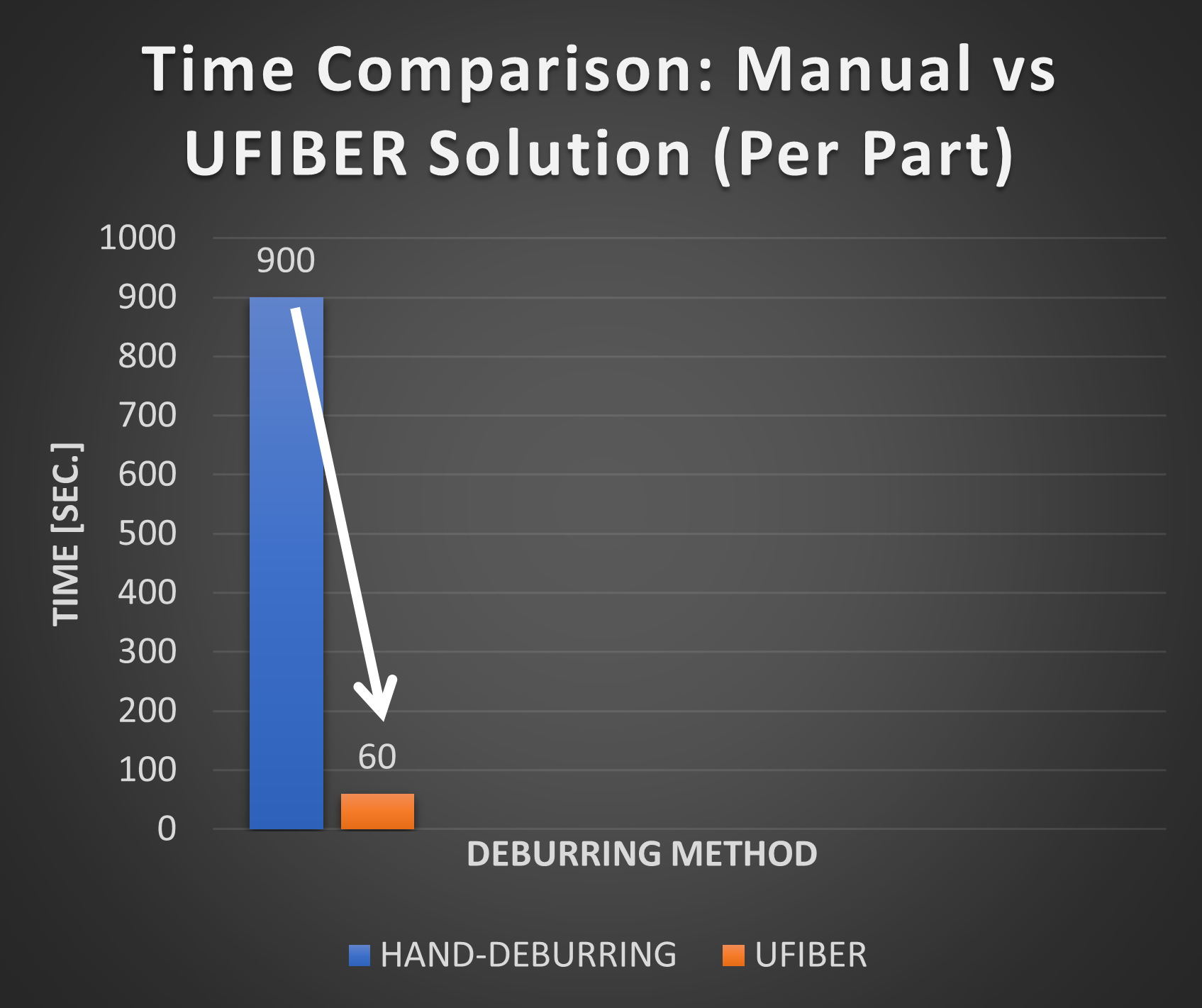
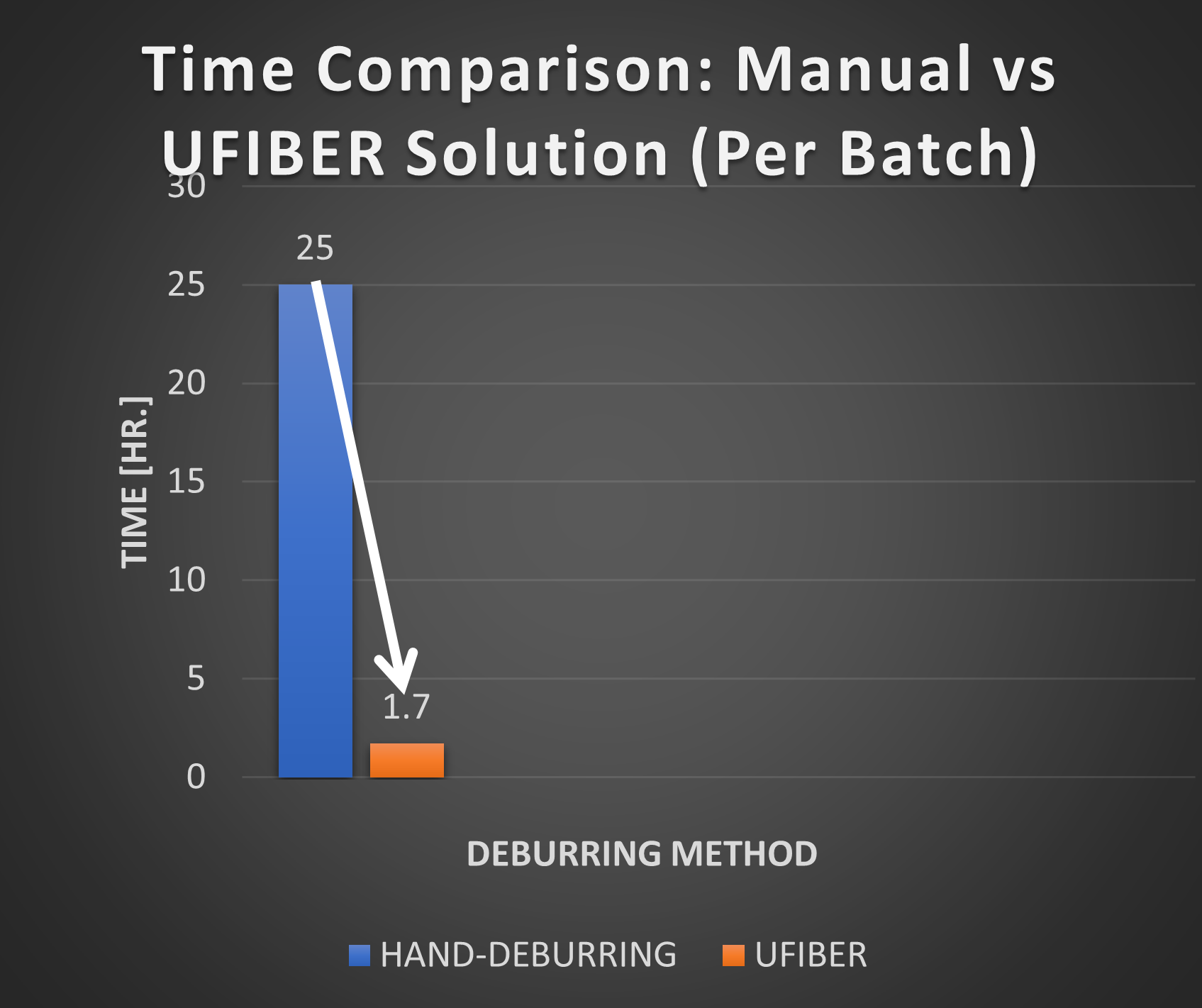
Before implementing the UFIBER solution, the customer manually removed burrs, which required approximately 15 minutes (900 seconds) per part or 25 hours per batch. With the UFIBER solution, the process time was reduced to just 60 seconds per part or 1.7 hours per batch, achieving a 93.33% time reduction or a 15-fold improvement in efficiency.