Industry: Automotive-structural supports
Goal: The customer was facing limitations in traditional counterboring and spot-facing tools:
Application details:
Tool-holder: UX3130, UX-d130-C-C16-H80-L133
Insert: US3007, US-d130-D250-C-R04-PL-NCT
Machining Parameters:
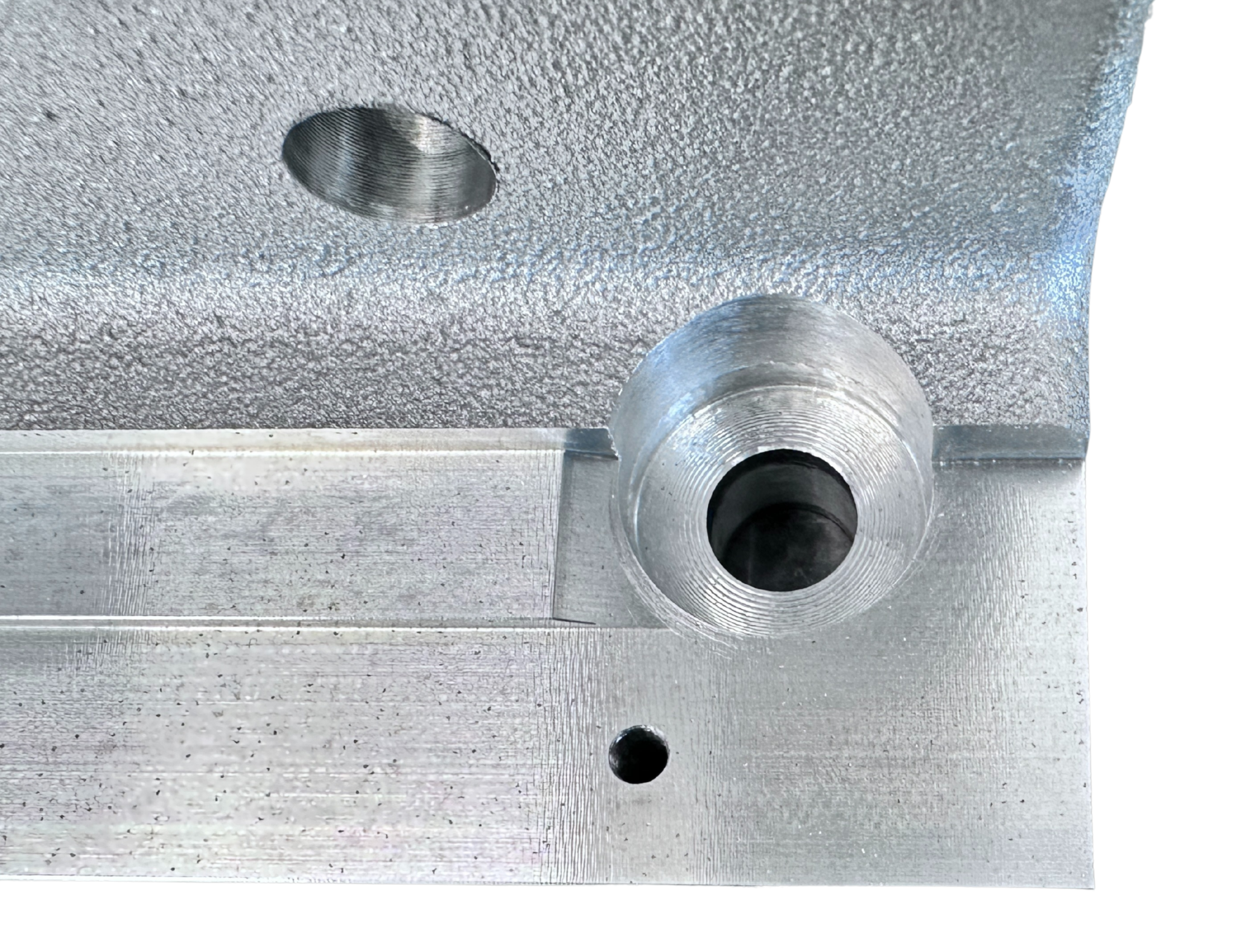
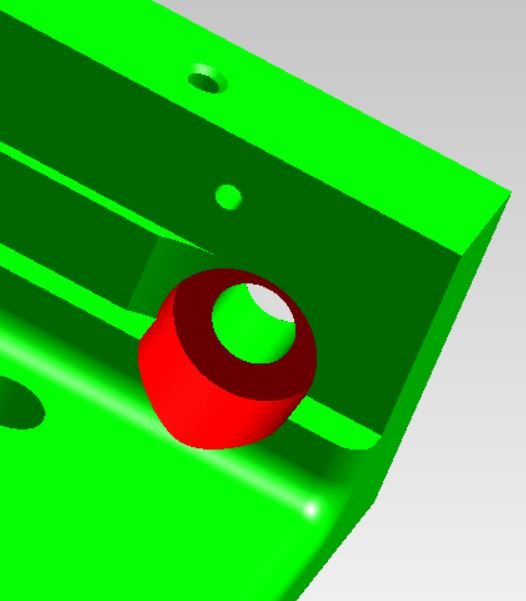
Ød
PilotHole
ØD
Counterbore
S
SpindleSpeed
F
TableFeed
vc
CuttingSpeed
fz
Feedper tooth
Coolant
mm
Inch
RPM
mm/min
inch/min.
m/min.
sfm
inch
13
0.512
25
0.984
2000
80
3.15
160
525
0.04
0.002
Emulsion
Results:
The UBACK with a USPOT insert delivered precise counterbores, smoother finishes, faster cycles, and longer tool life in aluminum casting. The customer reported higher process stability and efficiency, making USPOT their preferred solution.
Accessibility Toolbar
West Building, Level 3, 431239